
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski

キャスティングとマシニングはどこで使用されていますか?
2025-08-20
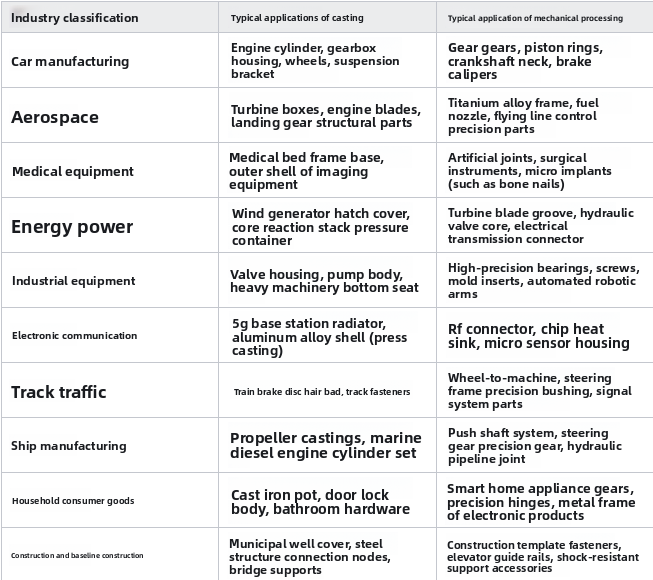
キャスティングとマシニングはどこで使用されていますか?
機械加工の利点:高精度:多軸CNCテクノロジーにより、ミクロンレベルの精密制御が可能になり、タービンブレードや医療インプラントなどの厳しい次元要件を持つ複雑な部品に特に適しています。小型バッチ需要に対する迅速な反応:複雑な金型開発の必要性を排除すると、設計ファイルから直接加工でき、プロトタイプの検証と小規模生産サイクルを大幅に短縮することができます。安定した再現性:CNCプログラムと標準化されたツールパスは、大量生産全体で一貫した部分寸法と表面の品質を確保します。自動生産:CNCシステムは、プロセス全体を自動化し、手動介入を減らし、運用上のエラーの最小化、継続的な機器効率の向上を行います。幅広い材料互換性:金属、エンジニアリングプラスチック、セラミック、複合材料と互換性があり、さまざまな産業の多様な材料性能要件を満たしています。
機械加工の欠点:限られた内部構造処理:ディープホールやキャビティなどの複雑な内部機能には、複数のツールの変更またはカスタムツールが必要であり、処理の難易度とコストが大幅に増加します。寸法制約:工作機械の移動とスピンドルの剛性、特大または重いワークピースの精密機械加工によって制限されています。
低リソースの利用率:切断プロセスは、大量の金属の削りくずまたは粉塵を生成し、添加剤の製造やネット系の近くのプロセスよりも原材料の損失が高くなります。機械加工と鋳造:タイプとテクノロジーの処理
タイプ:ミリング:回転するマルチエッジツールを使用して、複数の軸に沿ってワークピースをカットします。平らな表面、湾曲した表面、複雑な3次元構造の機械加工に適しています。これは、カビの空洞と特別な形の部品の製造で広く使用されています。
ターニング:ワークピースの回転とツールの線形フィードを組み合わせることにより、外側の直径、内部ボア、糸を加工できる回転部品(シャフトや袖など)を効率的に形成します。掘削:スパイラルドリルビットを使用して、材料を貫通して円形の穴を形成します。スルーホール、ブラインドホール、階段状の穴の機械加工をサポートし、コンポーネントアセンブリ用の位置設置穴の大量生産に一般的に使用されます。研削:高速回転粉砕ホイールを使用して、ワーク表面でマイクロカットを実行し、寸法の精度と仕上げを改善します。ツールエッジリサーフェシングと高精度ベアリングレースウェイの機械加工に適しています。退屈:シングルエッジボーリングツールを使用して、事前に掘削された穴の内径を拡張し、穴の同軸性と円柱を正確に制御します。一般に、エンジンブロックや油圧バルブボディなどの精密な内部空洞を加工するために使用されます。ブローチ:マルチステージの歯のプロファイルを備えたブローチを使用して、キーウェイ、スプライン、または特別な形の内部穴を1つに形成します。この方法は非常に効率的であり、安定した表面品質を提供し、ギアやカップリングの大量生産に適しています。ワイヤー切断:電気エレローションの原理を使用して導電性材料を切断します。
スーパーハード金属の複雑な輪郭を処理でき、特に精密スタンピングダイや航空宇宙エンジンブレードの形成に適しています。計画:このツールは、線形往復運動を使用して飛行機または溝を切断します。この方法は、ガイドレールの飛行機加工と大きな工作機械のベースプレートに適しています。操作は簡単ですが、比較的非効率的です。
エレクトロスパークの機械加工:パルス放電を利用して導電性材料を腐食させます。マイクロホール、複雑な空洞、炭化物型を処理し、従来の切断の硬度の制限を突破できます。各プロセスは、ツール特性、運動軌跡、および材料の適応性に基づいて組み合わさ済み、材料チェーン全体のニーズをまとめてカバーし、大まかな機械加工から超高化までです。鋳造タイプ:砂鋳造:シリカの砂、粘土、または樹脂のバインダーは、1回限りまたは半多数の金型を作成するために使用されます。カビの空洞は、モデルに刻印されて形成されます。この方法は、鋳鉄や鋳鉄などの高融点金属の多様な生産に適しています。
一般に、エンジンブロックやバルブなどの構造コンポーネントの製造に使用されます。ダイキャスティング:溶融金属は、高速で高強度の鋼型に押し込まれ、急速に冷却され、形成されます。アルミニウム、亜鉛、マグネシウムなどの非鉄金属の精密な薄壁部分の大量生産を専門としており、自動車部品や電子ハウジングなどの高表面仕上げ要件を持つ製品で広く使用されています。投資キャスティング:物理モデルの代わりにワックス型が使用され、セラミックシェルを形成するために耐火物コーティングの複数の層でコーティングされています。失われたワックス型に溶けてから、溶融金属が注入されます。タービンブレードやアートワークなどの複雑で繊細な構造を複製することができ、航空宇宙フィールドの高温合金部品の小さなバッチカスタマイズに特に適しています。遠心鋳造:遠心力を使用して、溶融金属を回転型の内壁に均等に接着すると、シームレスなパイプやハブなどの回転的に対称的な部分を形成します。材料密度と生産効率を組み合わせており、主にパイプとベアリングリングの生産に使用されます。低圧鋳造:液体金属は、乱流と酸化を減らすために、空気圧を介して閉じたカビに滑らかに注入されます。これは、アルミニウムハブやシリンダーヘッドなどの高密度要件を持つ中空の部分を形成するために使用され、プロセスの安定性と材料利用の両方の利点があります。 Lost-Foam Castingは、伝統的な型の代わりにフォームプラスチックパターンを使用しています。注ぐ際、パターンは蒸発し、溶融金属で満たされ、複雑な内部空洞を持つ鋳物の統合生産を可能にします。この方法は、マイニング機械やポンプおよびバルブハウジングなどの製品のシングルピースまたは小型バッチ生産に適しています。継続的な鋳造には、水冷型の型と鋳造を介した溶融金属の継続的な凝集、バー、プレート、またはプロファイルを直接生産することが含まれます。
これにより、鋼や銅合金などの材料の成形効率が大幅に向上し、冶金産業における大規模生産のコアプロセスとなっています。各鋳造技術は、カビの特性、金属の流動性、および生産ニーズに合わせて調整されており、芸術的な鋳造から工業用コンポーネントに至るまでの包括的な製造能力をもたらします。機械加工と鋳造の重要な違い:ツール特性:加工は、カッター、ドリル、旋盤などの切削工具に依存して部品を直接形作りますが、鋳造にはモデル作成やカビの準備などの予備プロセスが必要です。ツールチェーンは、ワックスの彫刻から砂型の準備まで、プロセス全体をカバーしています。精密制御の機械加工の使用CNCシステムミクロンレベルの精度を達成し、特に表面の高値と複雑な幾何学的な詳細を達成することに特に熟達しています。ただし、鋳物は、金型の精度や金属収縮などの要因の影響を受け、次元の一貫性を達成するために精密ダイキャスティングまたは投資鋳造が必要です。
材料の互換性:鋳造材料は、融点と流動性によって制限されます。砂鋳造は、鋳鉄や鋳造鋼などの高融点金属に適していますが、ダイ鋳造はアルミニウムや亜鉛などの低融点合金に焦点を当てています。機械加工は、金属、エンジニアリングプラスチック、セラミックを含む幅広い材料を処理でき、硬度の範囲が広くなっています。設計の複雑さ:機械加工は、鋭いエッジ、薄壁の構造、正確な穴とスロットの形成に優れていますが、深い空洞や内向きの曲線などの閉じた構造を処理する場合の制限があります。鋳造は、内部空洞と湾曲した流線(エンジンブロックなど)を備えた複雑なコンポーネントを1つのピースで形成できますが、詳細はそれほどシャープではありません。生産尺度:キャスティングは、大規模な生産においてコストの利点を提供し、1回の投資後に金型を迅速に再現できます。機械加工には金型が不要で、プログラム調整を通じて小型バッチまたはシングルピースのカスタマイズ要件に対応でき、柔軟性が向上します。
パフォーマンスのパフォーマンス:機械加工された部品は、固化欠陥がないため、より均一な機械的特性を持っています。鋳物は、穀物構造を最適化するための方向性固化や熱処理などのプロセスを通じて、元の材料の強度に近づくことができますが、微視的な細孔や包含物が含まれる場合があります。プロトタイプ開発効率:機械加工はCADモデルから直接削減され、数時間以内にプロトタイプの試行が完了します。鋳造プロトタイプでは、金型開発と金属の注ぎが必要です。これには長い時間がかかりますが、投資鋳造は3Dプリントされたワックスパターンを使用してプロセスを加速させることができます。
キャスティングの全体的なコスト構造は、初期の金型コストで高く、ピースあたりのコストを希釈するためのスケール生産に適しています。一方、機械加工には金型コストがなく、材料の損失と人件費はバッチサイズで直線的に増加し、中小サイズまたは高価値の製品により適しています。 2つのプロセスは、製造業界で互いに補完します。鋳造は複雑なコンポーネントの大量生産を解決しますが、機械加工により精密機能の最終的な修正が可能になり、完全な製造チェーンを空白から完成品まで共同でサポートします。


